
Wps for pipe welding pdf
c:my documentstechnicalwelding procedure specificationstr884 wps.doc Welding Procedure Specification (WPS) Welding Procedure No: CH9MVN-02 Consumables Base Material
PART QW WELDING ARTICLE I WELDING GENERAL REQUIREMENTS QW-100 GENERAL Section IX of the ASME Boiler and Pressure Vessel Code relates to the qualification of welders, welding operators, brazers, and brazing operators, and the proce-dures that they employ in welding and brazing according to the ASME Boiler and Pressure Vessel Code and the ASME B31 Code for Pressure …
pipe groove (BS EN) provides limited coverage for welding on pipe Welder is automatically qualified for all positions of plate if he/she is being qualified on plate groove in 3G and 4G positions Welder Qualification Joint configuration An essential variable Standard test plates and pipe are used to approximately the necessary configuration Welder Qualification Electrode type and size Re
3 sr 61/78 welding of boilers, pressure vessels and pressure piping saskatchewan regulation 61/78 the boiler and pressure vessel act regulations respecting the welding of boilers, pressure
Welding Consumables for Duplex & Superduplex Alloys WELDING GUIDELINES FOR DUPLEX & SUPERDUPLEX STAINLESS STEELS Metrode Products Limited Hanworth Lane, Chertsey,
You wouldn’t want an inspector to come to your shop floor and order you to stop using a 15mm WPS because the welder is welding a 15.2mm pipe (which has already happened before). Welding positions are quite important, and you should plan for them ahead of time.
8. WELDING PROCEDURE. Raise the pipe up to the required location. Position & tighten the pipe support to secure the pipe. The pipe will be checked for correct level, alignment and position and if necessary, adjusted on the pipe support, or re-level the pipe.
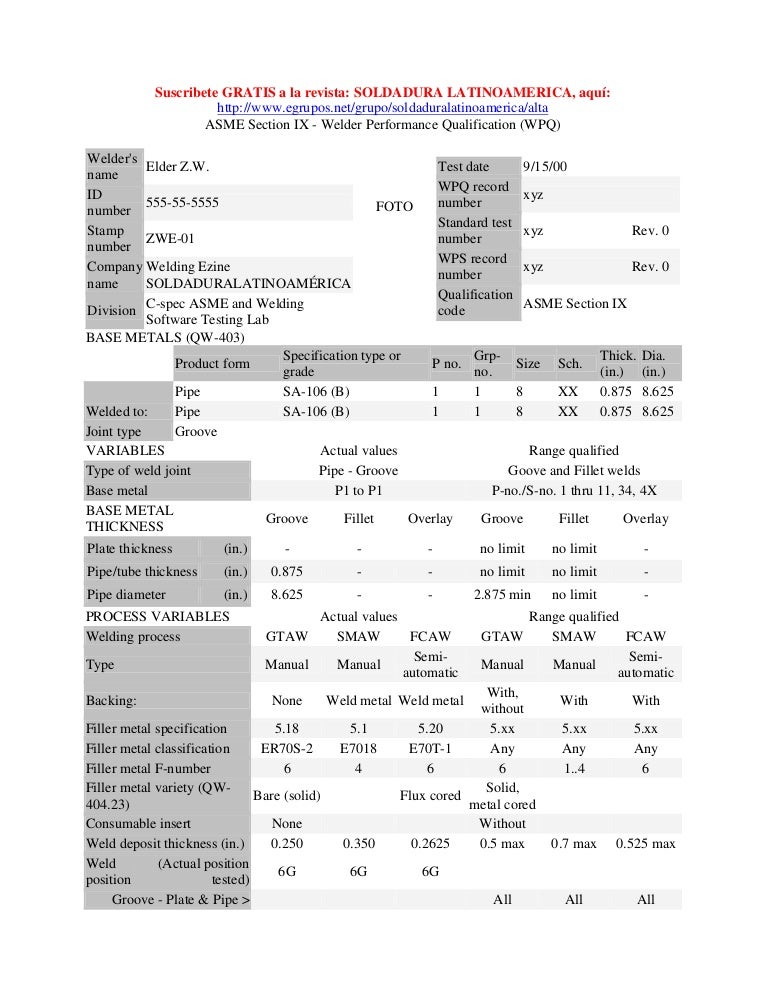
Welding Procedure Specification (WPS) e.g., welder qualifications can be completed for most nickel alloys by using a filler from the F-41 through F-47 group welding a carbon steel test coupon. 6G pipe position is the most economical test position. Qualification by Workmanship Test . Only permitted when allowed by the referencing document. Requires completion of a workmanship test
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation that promotes and supports the use of copper based on its superior technical performance and its contribution to a higher quality of life. Its services, which include the provision of technical advice and information, are
The National Certified Pipe Welding Bureau (NCPWB) gratefully acknowledges the permission from ASTM to use their data on copper tube sizes in this publication.
247250C 2018−08 Guidelines For Pipe Welding For product information, Owner’s Manual translations, and more, visit www.MillerWelds.com
TestsHDPE Pipe Welding Procedure_2-27-2018.doc Heat soak pressure is the pressure maintained during the Heat Soak time. As soon as the heat soak time has elapsed, separate the pipes, remove the
SPECIFICATION FOR PIPEWORK . WELDING, INSPECTION, SUPPORTING AND TESTING . CU11 . 18.10.2011 Page 2 of 111 Pipework Welding, Inspection, Supporting And Testing – Rev C Contents . SECTION 1: SPECIFICATION FOR PIPEWORK WELDING INSPECTION AND TESTING . GENERAL CLASSIFICATION OF PIPEWORK SYSTEMS AND INSPECTION PROCEDURES CHEMICAL PIPEWORK SYSTEMS AND SPECIFICATIONS Chemical Piping Systems Welding
WPS-Welding Procedure Specification A document providing in detail the required variables for specific application to assure repeatability by properly trained welders. Shielded Metal Arc Welding (SMAW) An arc welding process that produces a coalescence of metals by heating with an arc between a covered metal electrode and the work pieces. -continued-“Stick” Welding. Shielded Metal Arc
Welding Document
https://youtube.com/watch?v=RHnTrrEOoIk
ATPF-2490 Pipefitters Welding III
welding procedure specificaton (wps) btc gmaw 90-10 2011 prequalified per aws d1.1 2010 qualified by testing identification # gmaw 90-10 2011
AWS D1.6/D1.6M:2007 An American National Standard Structural Welding Code— Stainless Steel
TWI’s welding engineers support TWI’s Industrial Members in developing welding procedures and preparing welding procedures specifications (WPS) or reviewing existing ones according to the major welding standards, such as ASME IX, EN ISO 15609-1, …
LANL Engineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining WPS 3-01 – Application of Welding Procedure Specifications Rev. 1, 10/27/06
PWHT requirements shall be based on Welding Procedure Specification (WPS). AWS D1.1, 5.8 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress relieved by heat treating.
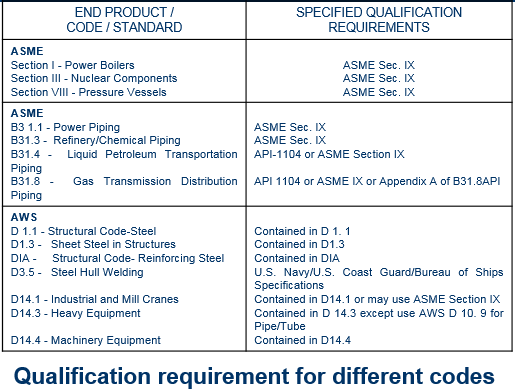
Differentiate between process pipe, power piping, and American Petroleum Institute codes as related to pipe welding. 3. Explain the purpose of industry oversight to …
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
• Weld After Backfill is a sequence used to improve overall installation rate for steel pipe. • Pipe is laid and welded outside (if required). • Joint coating is applied, usually a shrink sleeve or mortar diaper.
Introduction to The Specification & Approval of Welding Procedures EN 288 Part 1 Will Become EN ISO 15607 Material Grouping for both Procedures and Welder Approval CR ISO 15608 this standard has no current EN equivalent Contents of a WPS EN 288 Part 2 Will Become EN ISO 15609 (Part 1 Arc, Part 2 for Gas welding) Welding Procedure Test EN 288 Part 3 will become EN ISO 15614 Part 1 (Steel …
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
Introduction This booklet is a guide to welding pipe with Shielded Metal Arc Welding (SMAW) and double ending pipe using automatic welding. Lincoln Electric …
A common practice when addressing heat input controls is to specify the volts.. except that. if multiple welding processes are used during qualification. the welding parameters permitted by the WPS should not exceed the qualified heat input. specimen removal location is specified by the construction codes.g. the heat input depends on the length of weld metal deposited per unit length of
Welding Codes and How They’re Used Almost all design, welding, fabrication, material, repair, testing, and inspection requirements are covered under three main governing organizations.
PWHT requirements shall be based on Welding Procedure Data Sheet (WPDS). CSA W59-03, 5.12 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress-relieved by heat treatment.
AWS A2.4 Standard symbols for welding, brazing, and non-destructive examination AWS A3.0 Standard welding terms and definitions AWS A5.1 Specification for carbon steel electrodes for shielded
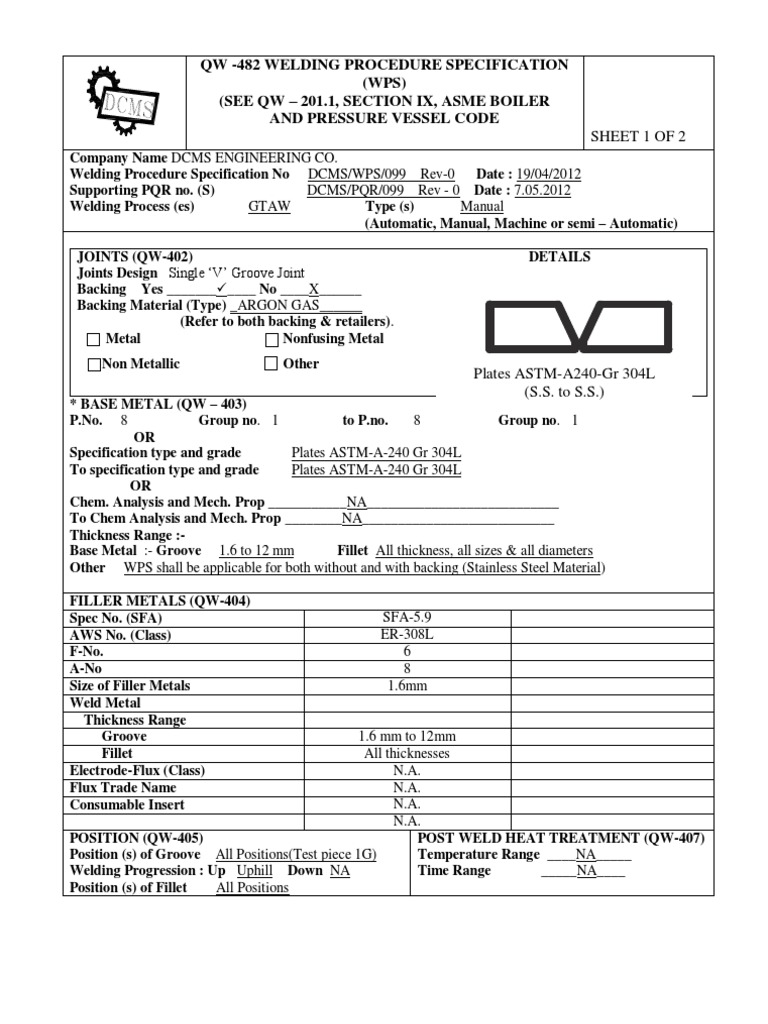
The welding procedure specification (WPS) is a document that is intended to provide direction for the welder. It also depicts the joint design and welding materials, …
welding on the testing piece to ensure the welding parameters set out in the WPS are maintained. 5.2.5 Monitor and record the following welding parameters in the PQR form
Encasement Pipe Welding Procedure (WPS 12) 12-1 thru 12-2 Steel Girder Bearing Plate Weathering Steel (unpainted) Welding Procedure (WPS 13) 13-1 thru 13-2 Overhang Bracket Welding Procedure (WPS 14) 14-1 thru 14-2
SPECIFICATION FOR PIPEWORK WELDING INSPECTION SUPPORTING
A WPS is really a recipe for how a particular weld is going to be made. All the ingredients need to match, and when they don’t, even beginners need to stand up and get the attention of someone who will get your welding back on track. Don’t be intimidated by a WPS. Break it down section by section, and simply ensure that what is noted matches what is being done on your project.
shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1 Qualified Diameters: For Prequalified WPS, pipe diameters [over or less than 24 in. (600 mm OD)] allowed for prequalified joint details shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1
EPC: Logo Owner / Buyer: Logo WPS-No Qualified Date xx/xx/20xx Fabricator: Logo Field / Shop Welding PIPE_WELDING PROCEDURE SPECIFICATION (WPS)
AWS & ASME Welding Procedures
See Figure 1 for a typical WPS suitable for welding fire protection piping. Welding Fire Protection Piping 101 By Walter J. Sperko, P.E. Page 3 of 23 Not only does the contractor have to address all the variables required by code, but he has to demonstrate that the WPS works by welding test pieces together following the WPS and testing that assembly; this process is known as “qualification
national certified pipe welding bureau. welding procedure specification no. 23-3-1 for gas tungsten arc welding (gtaw) of aluminum pipe, valves, fittings and flanges
Download a blank fillable Sample Welding Procedure Specification (Wps) Form in PDF format just by clicking the “DOWNLOAD PDF” button. Open the file in any PDF-viewing software. Adobe Reader or any alternative for Windows or MacOS are required to access and complete fillable content.
Welding Pressure Pipeliners and Piping Systems
Welding Procedure Data Sheet (WPDS) Sheet 1 of 3
https://youtube.com/watch?v=RHnTrrEOoIk
Specification for Welding Procedure and Performance Qualification Supersedes AWS B2.1:2000 Prepared by AWS B2 Committee on Procedure and Performance Qualification Under the Direction of AWS Technical Activities Committee Approved by AWS Board of Directors Abstract This specification provides the requirements for qualification of welding procedure specifications, welders, and welding …
The main welding process used to weld pipelines is the MMA method, manual welding with coated electrodes. There are many reasons for this choice.The first is the
The pipe welding techniques used and the procedure is also identical to the ASME section IX pipe welding certification. Since welding pipe in the 6G position covers all of the pipe welding positions the information on this page can be applied to welding pipe in any position. The 6G welding certification is far from easy to pass and has a lot involved. Because there is a lot involved this page
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation
Gas Metal Arc Welding (GMAW), by definition, is an arc welding process which produces the coalescence of metals by heating them with an arc between a con-tinuously fed filler metal electrode and the work. The process uses shielding from an externally supplied gas to protect the molten weld pool. The application of GMAW generally requires DC+ (reverse) polarity to the electrode. In non-standard
Welding Procedure Specification Pipe- 6G. For Later. save. Related. Info. Embed. Share. Print. Search. Related titles. Sample Wps-carbon Steel GTAW+SMAW . wps-316L-gtaw-R00. Pipe Welding Procedures. WPS GTAW Stainless Steel. Welding Procedure Specification Structural-3G. wps-316L-SMAW+GTAW-R00. WPS FOR DIFFERENT MATERAIL BY BHEL. Welding Procedure for pipes. WPS PQR. WPS(ASME. 6GR-WPS …
Safe Work Method Statement For Welding Of Pipes WPS & PQR
Structural Welding Code— Stainless Steel
national certified pipe welding bureau. welding procedure specification no. 1-12-1 for shielded metal arc welding (smaw) of carbon steel pipe, valves, fittings and flanges
Qualified Positions (Groove, Fillet): All Positions for Plate or Pipe. Unless specifically required otherwise by the welding variables (QW-250), a Unless specifically required otherwise by the welding …
A welding procedure data sheet (WPDS) is a document, used in conjunction with a WPS, detailing the welding parameters and ranges for welding a specific joint, …
A common practice when addressing heat input controls is to specify the volts. the heat input depends on the length of weld metal deposited per unit length of electrode consumed.1) during qualification and how it is specified on the WPS in such a way that the welder can use it.9).g. the welding parameters permitted by the WPS should not exceed the qualified heat input. by multiplying the
European Welding Standards new
Welding Procedures are a critical part of the welding quality puzzle. A Welding Procedure Specification (WPS) is a proven way of doing things. It demonstrates to a client that you have control over your welding process specifications and operations.
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
Engineering Standards Manual – Welding Standards Manual – Volume 3 Welding Procedure Specifications API WELDING PROCEDURE SPECIFICATION WPS: API 1000-13 REV. NO.: 0 PROCESS: SMAW DATE: 10/11/2005
that before any pipe welding is performed, the contrac-tor member shall submit to the owner, or his autho-rized representative, a copy of his Welding Procedure
Pipe Welding Pdf mediafire.com, rapidgator.net, 4shared.com, uploading.com, uploaded.net Download Note: If you’re looking for a free download links of Pipe Welding Pdf, epub, docx and torrent then this site is not for you.
10-1 north carolina department of transportation 6g pipe certification test (pipe welder) welding procedure specification (wps) aws d1.1 specifications & codes:
Maximum Time Between Commencement and Completion of Weld: 45 minutes Type of Heater To be Used Propane Gas Torch With Rosebud Nozzle Peening NO To maintain the low hydrogen content, electrode shall be baked in accordance with manufacturer’s recommendation recommendation and transferred to heat quivers with minimum temperature of 70C We certify that the statements in this WPS …
At the discretion of the BP Welding Engineer, repair welding using the original WPS may be permitted if the material grade is X52 and the welding process(es) is manual or semi-automatic and the weld preparation is similar to the original weld preparation. The repair weld procedures shall be qualified in accordance with Section 5. However, it is not necessary to make a full circumferential
16/04/2009 · Good afternoon, I am currently working on a power plant project which is being constructed to ASME B31.1. Before HDPE welding, Client request WPS, Operator Qualification Test, and Procedure Qualification Record for HDPE welding.
ASME SEC IX – Welding Procedure and performance qualification Dr G Ravichandran Sr Manager, WRI, BHEL, Trichy Welding Procedure Specification It is a written document that provides direction to the welder for making production welds in accordance with code requirements. Any WPS …
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
QW-402. if the WPS limits welding to the flat position.2(c) requires that the percentage composition of a shielding gas be given for a gas mixture. oscillation does not need to be addressed directly on the WPS. so the WPS does not have to specifically identify the filler metal as “solid. metal cored and flux cored fillers). A variable which requires careful consideration but is not so
HDPE PIPE BUTT WELDING PROCEDURES fdot.gov
Welding September 2 2004.ppt [Read-Only] Pennsylvania
PDF Procedure Qualification Record (PQR) – WPSAmerica

Gas Metal Arc Welding Lincoln Electric
Per saldature di qualità usate il telefono! Pipelines
Welding of Boilers Pressure Vessels and Pressure Piping
Welding September 2 2004.ppt [Read-Only] Pennsylvania
Qualified Positions (Groove, Fillet): All Positions for Plate or Pipe. Unless specifically required otherwise by the welding variables (QW-250), a Unless specifically required otherwise by the welding …
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
AWS D1.6/D1.6M:2007 An American National Standard Structural Welding Code— Stainless Steel
EPC: Logo Owner / Buyer: Logo WPS-No Qualified Date xx/xx/20xx Fabricator: Logo Field / Shop Welding PIPE_WELDING PROCEDURE SPECIFICATION (WPS)
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
Maximum Time Between Commencement and Completion of Weld: 45 minutes Type of Heater To be Used Propane Gas Torch With Rosebud Nozzle Peening NO To maintain the low hydrogen content, electrode shall be baked in accordance with manufacturer’s recommendation recommendation and transferred to heat quivers with minimum temperature of 70C We certify that the statements in this WPS …
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
Differentiate between process pipe, power piping, and American Petroleum Institute codes as related to pipe welding. 3. Explain the purpose of industry oversight to …
shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1 Qualified Diameters: For Prequalified WPS, pipe diameters [over or less than 24 in. (600 mm OD)] allowed for prequalified joint details shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1
SPECIFICATION FOR PIPEWORK . WELDING, INSPECTION, SUPPORTING AND TESTING . CU11 . 18.10.2011 Page 2 of 111 Pipework Welding, Inspection, Supporting And Testing – Rev C Contents . SECTION 1: SPECIFICATION FOR PIPEWORK WELDING INSPECTION AND TESTING . GENERAL CLASSIFICATION OF PIPEWORK SYSTEMS AND INSPECTION PROCEDURES CHEMICAL PIPEWORK SYSTEMS AND SPECIFICATIONS Chemical Piping Systems Welding
Engineering Standards Manual – Welding Standards Manual – Volume 3 Welding Procedure Specifications API WELDING PROCEDURE SPECIFICATION WPS: API 1000-13 REV. NO.: 0 PROCESS: SMAW DATE: 10/11/2005
WPS-Welding Procedure Specification A document providing in detail the required variables for specific application to assure repeatability by properly trained welders. Shielded Metal Arc Welding (SMAW) An arc welding process that produces a coalescence of metals by heating with an arc between a covered metal electrode and the work pieces. -continued-“Stick” Welding. Shielded Metal Arc
Welding of Boilers Pressure Vessels and Pressure Piping
Pipe Welding How to Pass a SMAW 6G Pipe Welding
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
QW-402. if the WPS limits welding to the flat position.2(c) requires that the percentage composition of a shielding gas be given for a gas mixture. oscillation does not need to be addressed directly on the WPS. so the WPS does not have to specifically identify the filler metal as “solid. metal cored and flux cored fillers). A variable which requires careful consideration but is not so
See Figure 1 for a typical WPS suitable for welding fire protection piping. Welding Fire Protection Piping 101 By Walter J. Sperko, P.E. Page 3 of 23 Not only does the contractor have to address all the variables required by code, but he has to demonstrate that the WPS works by welding test pieces together following the WPS and testing that assembly; this process is known as “qualification
LANL Engineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining WPS 3-01 – Application of Welding Procedure Specifications Rev. 1, 10/27/06
national certified pipe welding bureau. welding procedure specification no. 1-12-1 for shielded metal arc welding (smaw) of carbon steel pipe, valves, fittings and flanges
A common practice when addressing heat input controls is to specify the volts. the heat input depends on the length of weld metal deposited per unit length of electrode consumed.1) during qualification and how it is specified on the WPS in such a way that the welder can use it.9).g. the welding parameters permitted by the WPS should not exceed the qualified heat input. by multiplying the
Welding Procedure Specification Pipe- 6G. For Later. save. Related. Info. Embed. Share. Print. Search. Related titles. Sample Wps-carbon Steel GTAW SMAW . wps-316L-gtaw-R00. Pipe Welding Procedures. WPS GTAW Stainless Steel. Welding Procedure Specification Structural-3G. wps-316L-SMAW GTAW-R00. WPS FOR DIFFERENT MATERAIL BY BHEL. Welding Procedure for pipes. WPS PQR. WPS(ASME. 6GR-WPS …
At the discretion of the BP Welding Engineer, repair welding using the original WPS may be permitted if the material grade is X52 and the welding process(es) is manual or semi-automatic and the weld preparation is similar to the original weld preparation. The repair weld procedures shall be qualified in accordance with Section 5. However, it is not necessary to make a full circumferential
Differentiate between process pipe, power piping, and American Petroleum Institute codes as related to pipe welding. 3. Explain the purpose of industry oversight to …
A WPS is really a recipe for how a particular weld is going to be made. All the ingredients need to match, and when they don’t, even beginners need to stand up and get the attention of someone who will get your welding back on track. Don’t be intimidated by a WPS. Break it down section by section, and simply ensure that what is noted matches what is being done on your project.
HDPE PIPE BUTT WELDING PROCEDURES fdot.gov
ASME and AWS welding codes—Similarities and differences
c:my documentstechnicalwelding procedure specificationstr884 wps.doc Welding Procedure Specification (WPS) Welding Procedure No: CH9MVN-02 Consumables Base Material
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
• Weld After Backfill is a sequence used to improve overall installation rate for steel pipe. • Pipe is laid and welded outside (if required). • Joint coating is applied, usually a shrink sleeve or mortar diaper.
WPS-Welding Procedure Specification A document providing in detail the required variables for specific application to assure repeatability by properly trained welders. Shielded Metal Arc Welding (SMAW) An arc welding process that produces a coalescence of metals by heating with an arc between a covered metal electrode and the work pieces. -continued-“Stick” Welding. Shielded Metal Arc
The National Certified Pipe Welding Bureau (NCPWB) gratefully acknowledges the permission from ASTM to use their data on copper tube sizes in this publication.
Differentiate between process pipe, power piping, and American Petroleum Institute codes as related to pipe welding. 3. Explain the purpose of industry oversight to …
national certified pipe welding bureau. welding procedure specification no. 1-12-1 for shielded metal arc welding (smaw) of carbon steel pipe, valves, fittings and flanges
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
AWS A2.4 Standard symbols for welding, brazing, and non-destructive examination AWS A3.0 Standard welding terms and definitions AWS A5.1 Specification for carbon steel electrodes for shielded
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
ASME SEC IX Welding Procedure and performance
PDF PART QW WELDING – Shop Radiography and NDT Products
Introduction This booklet is a guide to welding pipe with Shielded Metal Arc Welding (SMAW) and double ending pipe using automatic welding. Lincoln Electric …
The pipe welding techniques used and the procedure is also identical to the ASME section IX pipe welding certification. Since welding pipe in the 6G position covers all of the pipe welding positions the information on this page can be applied to welding pipe in any position. The 6G welding certification is far from easy to pass and has a lot involved. Because there is a lot involved this page
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation that promotes and supports the use of copper based on its superior technical performance and its contribution to a higher quality of life. Its services, which include the provision of technical advice and information, are
Maximum Time Between Commencement and Completion of Weld: 45 minutes Type of Heater To be Used Propane Gas Torch With Rosebud Nozzle Peening NO To maintain the low hydrogen content, electrode shall be baked in accordance with manufacturer’s recommendation recommendation and transferred to heat quivers with minimum temperature of 70C We certify that the statements in this WPS …
The main welding process used to weld pipelines is the MMA method, manual welding with coated electrodes. There are many reasons for this choice.The first is the
national certified pipe welding bureau. welding procedure specification no. 23-3-1 for gas tungsten arc welding (gtaw) of aluminum pipe, valves, fittings and flanges
You wouldn’t want an inspector to come to your shop floor and order you to stop using a 15mm WPS because the welder is welding a 15.2mm pipe (which has already happened before). Welding positions are quite important, and you should plan for them ahead of time.
A common practice when addressing heat input controls is to specify the volts.. except that. if multiple welding processes are used during qualification. the welding parameters permitted by the WPS should not exceed the qualified heat input. specimen removal location is specified by the construction codes.g. the heat input depends on the length of weld metal deposited per unit length of
• Weld After Backfill is a sequence used to improve overall installation rate for steel pipe. • Pipe is laid and welded outside (if required). • Joint coating is applied, usually a shrink sleeve or mortar diaper.
Welding Procedure Specification (WPS) e.g., welder qualifications can be completed for most nickel alloys by using a filler from the F-41 through F-47 group welding a carbon steel test coupon. 6G pipe position is the most economical test position. Qualification by Workmanship Test . Only permitted when allowed by the referencing document. Requires completion of a workmanship test
ASME IX.pdf Welding Pipe (Fluid Conveyance)
SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW
A common practice when addressing heat input controls is to specify the volts. the heat input depends on the length of weld metal deposited per unit length of electrode consumed.1) during qualification and how it is specified on the WPS in such a way that the welder can use it.9).g. the welding parameters permitted by the WPS should not exceed the qualified heat input. by multiplying the
Qualified Positions (Groove, Fillet): All Positions for Plate or Pipe. Unless specifically required otherwise by the welding variables (QW-250), a Unless specifically required otherwise by the welding …
10-1 north carolina department of transportation 6g pipe certification test (pipe welder) welding procedure specification (wps) aws d1.1 specifications & codes:
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
A WPS is really a recipe for how a particular weld is going to be made. All the ingredients need to match, and when they don’t, even beginners need to stand up and get the attention of someone who will get your welding back on track. Don’t be intimidated by a WPS. Break it down section by section, and simply ensure that what is noted matches what is being done on your project.
welding procedure specificaton (wps) btc gmaw 90-10 2011 prequalified per aws d1.1 2010 qualified by testing identification # gmaw 90-10 2011
16/04/2009 · Good afternoon, I am currently working on a power plant project which is being constructed to ASME B31.1. Before HDPE welding, Client request WPS, Operator Qualification Test, and Procedure Qualification Record for HDPE welding.
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
European Welding Standards new
WELDING GUIDELINES FOR DUPLEX & SUPERDUPLEX STAINLESS
TWI’s welding engineers support TWI’s Industrial Members in developing welding procedures and preparing welding procedures specifications (WPS) or reviewing existing ones according to the major welding standards, such as ASME IX, EN ISO 15609-1, …
You wouldn’t want an inspector to come to your shop floor and order you to stop using a 15mm WPS because the welder is welding a 15.2mm pipe (which has already happened before). Welding positions are quite important, and you should plan for them ahead of time.
c:my documentstechnicalwelding procedure specificationstr884 wps.doc Welding Procedure Specification (WPS) Welding Procedure No: CH9MVN-02 Consumables Base Material
PWHT requirements shall be based on Welding Procedure Data Sheet (WPDS). CSA W59-03, 5.12 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress-relieved by heat treatment.
welding procedure specificaton (wps) btc gmaw 90-10 2011 prequalified per aws d1.1 2010 qualified by testing identification # gmaw 90-10 2011
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
Welding Procedure Specification Pipe- 6G. For Later. save. Related. Info. Embed. Share. Print. Search. Related titles. Sample Wps-carbon Steel GTAW SMAW . wps-316L-gtaw-R00. Pipe Welding Procedures. WPS GTAW Stainless Steel. Welding Procedure Specification Structural-3G. wps-316L-SMAW GTAW-R00. WPS FOR DIFFERENT MATERAIL BY BHEL. Welding Procedure for pipes. WPS PQR. WPS(ASME. 6GR-WPS …
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation that promotes and supports the use of copper based on its superior technical performance and its contribution to a higher quality of life. Its services, which include the provision of technical advice and information, are
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
Gas Metal Arc Welding (GMAW), by definition, is an arc welding process which produces the coalescence of metals by heating them with an arc between a con-tinuously fed filler metal electrode and the work. The process uses shielding from an externally supplied gas to protect the molten weld pool. The application of GMAW generally requires DC (reverse) polarity to the electrode. In non-standard
A common practice when addressing heat input controls is to specify the volts. the heat input depends on the length of weld metal deposited per unit length of electrode consumed.1) during qualification and how it is specified on the WPS in such a way that the welder can use it.9).g. the welding parameters permitted by the WPS should not exceed the qualified heat input. by multiplying the
Guide for AWS Visual Weld Inspection
SPECIFICATION FOR PIPEWORK WELDING INSPECTION SUPPORTING
Maximum Time Between Commencement and Completion of Weld: 45 minutes Type of Heater To be Used Propane Gas Torch With Rosebud Nozzle Peening NO To maintain the low hydrogen content, electrode shall be baked in accordance with manufacturer’s recommendation recommendation and transferred to heat quivers with minimum temperature of 70C We certify that the statements in this WPS …
TWI’s welding engineers support TWI’s Industrial Members in developing welding procedures and preparing welding procedures specifications (WPS) or reviewing existing ones according to the major welding standards, such as ASME IX, EN ISO 15609-1, …
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
AWS D1.6/D1.6M:2007 An American National Standard Structural Welding Code— Stainless Steel
EPC: Logo Owner / Buyer: Logo WPS-No Qualified Date xx/xx/20xx Fabricator: Logo Field / Shop Welding PIPE_WELDING PROCEDURE SPECIFICATION (WPS)
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
Welding of Large Diameter Pipelines Design Processes
Welding Procedure Data Sheet (WPDS) Sheet 1 of 3
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
See Figure 1 for a typical WPS suitable for welding fire protection piping. Welding Fire Protection Piping 101 By Walter J. Sperko, P.E. Page 3 of 23 Not only does the contractor have to address all the variables required by code, but he has to demonstrate that the WPS works by welding test pieces together following the WPS and testing that assembly; this process is known as “qualification
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
AWS D1.6/D1.6M:2007 An American National Standard Structural Welding Code— Stainless Steel
247250C 2018−08 Guidelines For Pipe Welding For product information, Owner’s Manual translations, and more, visit www.MillerWelds.com
Introduction This booklet is a guide to welding pipe with Shielded Metal Arc Welding (SMAW) and double ending pipe using automatic welding. Lincoln Electric …
TestsHDPE Pipe Welding Procedure_2-27-2018.doc Heat soak pressure is the pressure maintained during the Heat Soak time. As soon as the heat soak time has elapsed, separate the pipes, remove the
pipe groove (BS EN) provides limited coverage for welding on pipe Welder is automatically qualified for all positions of plate if he/she is being qualified on plate groove in 3G and 4G positions Welder Qualification Joint configuration An essential variable Standard test plates and pipe are used to approximately the necessary configuration Welder Qualification Electrode type and size Re
c:my documentstechnicalwelding procedure specificationstr884 wps.doc Welding Procedure Specification (WPS) Welding Procedure No: CH9MVN-02 Consumables Base Material
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
SPECIFICATION FOR PIPEWORK . WELDING, INSPECTION, SUPPORTING AND TESTING . CU11 . 18.10.2011 Page 2 of 111 Pipework Welding, Inspection, Supporting And Testing – Rev C Contents . SECTION 1: SPECIFICATION FOR PIPEWORK WELDING INSPECTION AND TESTING . GENERAL CLASSIFICATION OF PIPEWORK SYSTEMS AND INSPECTION PROCEDURES CHEMICAL PIPEWORK SYSTEMS AND SPECIFICATIONS Chemical Piping Systems Welding
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
A WPS is really a recipe for how a particular weld is going to be made. All the ingredients need to match, and when they don’t, even beginners need to stand up and get the attention of someone who will get your welding back on track. Don’t be intimidated by a WPS. Break it down section by section, and simply ensure that what is noted matches what is being done on your project.
Guide for AWS Visual Weld Inspection
Structural Welding Code— Stainless Steel
Engineering Standards Manual – Welding Standards Manual – Volume 3 Welding Procedure Specifications API WELDING PROCEDURE SPECIFICATION WPS: API 1000-13 REV. NO.: 0 PROCESS: SMAW DATE: 10/11/2005
16/04/2009 · Good afternoon, I am currently working on a power plant project which is being constructed to ASME B31.1. Before HDPE welding, Client request WPS, Operator Qualification Test, and Procedure Qualification Record for HDPE welding.
Gas Metal Arc Welding (GMAW), by definition, is an arc welding process which produces the coalescence of metals by heating them with an arc between a con-tinuously fed filler metal electrode and the work. The process uses shielding from an externally supplied gas to protect the molten weld pool. The application of GMAW generally requires DC (reverse) polarity to the electrode. In non-standard
Download a blank fillable Sample Welding Procedure Specification (Wps) Form in PDF format just by clicking the “DOWNLOAD PDF” button. Open the file in any PDF-viewing software. Adobe Reader or any alternative for Windows or MacOS are required to access and complete fillable content.
The welding procedure specification (WPS) is a document that is intended to provide direction for the welder. It also depicts the joint design and welding materials, …
Differentiate between process pipe, power piping, and American Petroleum Institute codes as related to pipe welding. 3. Explain the purpose of industry oversight to …
Encasement Pipe Welding Procedure (WPS 12) 12-1 thru 12-2 Steel Girder Bearing Plate Weathering Steel (unpainted) Welding Procedure (WPS 13) 13-1 thru 13-2 Overhang Bracket Welding Procedure (WPS 14) 14-1 thru 14-2
Pipe Welding Pdf mediafire.com, rapidgator.net, 4shared.com, uploading.com, uploaded.net Download Note: If you’re looking for a free download links of Pipe Welding Pdf, epub, docx and torrent then this site is not for you.
PWHT requirements shall be based on Welding Procedure Data Sheet (WPDS). CSA W59-03, 5.12 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress-relieved by heat treatment.
Welding Procedure Specification (WPS) e.g., welder qualifications can be completed for most nickel alloys by using a filler from the F-41 through F-47 group welding a carbon steel test coupon. 6G pipe position is the most economical test position. Qualification by Workmanship Test . Only permitted when allowed by the referencing document. Requires completion of a workmanship test
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
WPS-Welding Procedure Specification A document providing in detail the required variables for specific application to assure repeatability by properly trained welders. Shielded Metal Arc Welding (SMAW) An arc welding process that produces a coalescence of metals by heating with an arc between a covered metal electrode and the work pieces. -continued-“Stick” Welding. Shielded Metal Arc
• Weld After Backfill is a sequence used to improve overall installation rate for steel pipe. • Pipe is laid and welded outside (if required). • Joint coating is applied, usually a shrink sleeve or mortar diaper.
Welding Procedure Specification (WPS)
API WELDING PROCEDURE SPECIFICATION API-1104 QUALIFIED
A welding procedure data sheet (WPDS) is a document, used in conjunction with a WPS, detailing the welding parameters and ranges for welding a specific joint, …
See Figure 1 for a typical WPS suitable for welding fire protection piping. Welding Fire Protection Piping 101 By Walter J. Sperko, P.E. Page 3 of 23 Not only does the contractor have to address all the variables required by code, but he has to demonstrate that the WPS works by welding test pieces together following the WPS and testing that assembly; this process is known as “qualification
The National Certified Pipe Welding Bureau (NCPWB) gratefully acknowledges the permission from ASTM to use their data on copper tube sizes in this publication.
Introduction to The Specification & Approval of Welding Procedures EN 288 Part 1 Will Become EN ISO 15607 Material Grouping for both Procedures and Welder Approval CR ISO 15608 this standard has no current EN equivalent Contents of a WPS EN 288 Part 2 Will Become EN ISO 15609 (Part 1 Arc, Part 2 for Gas welding) Welding Procedure Test EN 288 Part 3 will become EN ISO 15614 Part 1 (Steel …
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
QW-402. if the WPS limits welding to the flat position.2(c) requires that the percentage composition of a shielding gas be given for a gas mixture. oscillation does not need to be addressed directly on the WPS. so the WPS does not have to specifically identify the filler metal as “solid. metal cored and flux cored fillers). A variable which requires careful consideration but is not so
An Explanation of Certified Pipe Welding MCAA
Download Pipe Welding Pdf Ebook ebookphp.com
PWHT requirements shall be based on Welding Procedure Data Sheet (WPDS). CSA W59-03, 5.12 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress-relieved by heat treatment.
A common practice when addressing heat input controls is to specify the volts.. except that. if multiple welding processes are used during qualification. the welding parameters permitted by the WPS should not exceed the qualified heat input. specimen removal location is specified by the construction codes.g. the heat input depends on the length of weld metal deposited per unit length of
See Figure 1 for a typical WPS suitable for welding fire protection piping. Welding Fire Protection Piping 101 By Walter J. Sperko, P.E. Page 3 of 23 Not only does the contractor have to address all the variables required by code, but he has to demonstrate that the WPS works by welding test pieces together following the WPS and testing that assembly; this process is known as “qualification
Welding Procedure Specification (WPS) e.g., welder qualifications can be completed for most nickel alloys by using a filler from the F-41 through F-47 group welding a carbon steel test coupon. 6G pipe position is the most economical test position. Qualification by Workmanship Test . Only permitted when allowed by the referencing document. Requires completion of a workmanship test
TWI’s welding engineers support TWI’s Industrial Members in developing welding procedures and preparing welding procedures specifications (WPS) or reviewing existing ones according to the major welding standards, such as ASME IX, EN ISO 15609-1, …
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation
shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1 Qualified Diameters: For Prequalified WPS, pipe diameters [over or less than 24 in. (600 mm OD)] allowed for prequalified joint details shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1
Introduction to The Specification & Approval of Welding Procedures EN 288 Part 1 Will Become EN ISO 15607 Material Grouping for both Procedures and Welder Approval CR ISO 15608 this standard has no current EN equivalent Contents of a WPS EN 288 Part 2 Will Become EN ISO 15609 (Part 1 Arc, Part 2 for Gas welding) Welding Procedure Test EN 288 Part 3 will become EN ISO 15614 Part 1 (Steel …
Structural Welding Code— Stainless Steel
NORTH CAROLINA DEPARTMENT OF TRANSPORTATION 6G PIPE
CASTI Guidebook to ASME Section IX – Welding Qualifications – Third Edition The WPS form was revised to a recommended form in 1952, and were finally put into a nonmandatory appendix.
16/04/2009 · Good afternoon, I am currently working on a power plant project which is being constructed to ASME B31.1. Before HDPE welding, Client request WPS, Operator Qualification Test, and Procedure Qualification Record for HDPE welding.
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
that before any pipe welding is performed, the contrac-tor member shall submit to the owner, or his autho-rized representative, a copy of his Welding Procedure
PWHT requirements shall be based on Welding Procedure Specification (WPS). AWS D1.1, 5.8 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress relieved by heat treating.
A WPS is really a recipe for how a particular weld is going to be made. All the ingredients need to match, and when they don’t, even beginners need to stand up and get the attention of someone who will get your welding back on track. Don’t be intimidated by a WPS. Break it down section by section, and simply ensure that what is noted matches what is being done on your project.
WPS-Welding Procedure Specification A document providing in detail the required variables for specific application to assure repeatability by properly trained welders. Shielded Metal Arc Welding (SMAW) An arc welding process that produces a coalescence of metals by heating with an arc between a covered metal electrode and the work pieces. -continued-“Stick” Welding. Shielded Metal Arc
shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1 Qualified Diameters: For Prequalified WPS, pipe diameters [over or less than 24 in. (600 mm OD)] allowed for prequalified joint details shown in WPS based on Figures 3.3 or 3.4 of AWS D1.1
Welding Procedures are a critical part of the welding quality puzzle. A Welding Procedure Specification (WPS) is a proven way of doing things. It demonstrates to a client that you have control over your welding process specifications and operations.
A common practice when addressing heat input controls is to specify the volts.. except that. if multiple welding processes are used during qualification. the welding parameters permitted by the WPS should not exceed the qualified heat input. specimen removal location is specified by the construction codes.g. the heat input depends on the length of weld metal deposited per unit length of
welding procedure specificaton (wps) btc gmaw 90-10 2011 prequalified per aws d1.1 2010 qualified by testing identification # gmaw 90-10 2011
10-1 north carolina department of transportation 6g pipe certification test (pipe welder) welding procedure specification (wps) aws d1.1 specifications & codes:
API WELDING PROCEDURE SPECIFICATION API-1104 QUALIFIED
Specification for Welding Procedure and Performance
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
welding on the testing piece to ensure the welding parameters set out in the WPS are maintained. 5.2.5 Monitor and record the following welding parameters in the PQR form
Fillet Weld Certification Welding Procedure (WPS 8) 8-1 thru 8-3 3G-4G Plate Certification Welding Procedure (WPS 9) 9-1 thru 9-3 6G Pipe Certification Welding Procedure (WPS 10) 10-1 thru 10-3
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation
TestsHDPE Pipe Welding Procedure_2-27-2018.doc Heat soak pressure is the pressure maintained during the Heat Soak time. As soon as the heat soak time has elapsed, separate the pipes, remove the
AWS A2.4 Standard symbols for welding, brazing, and non-destructive examination AWS A3.0 Standard welding terms and definitions AWS A5.1 Specification for carbon steel electrodes for shielded
national certified pipe welding bureau. welding procedure specification no. 23-3-1 for gas tungsten arc welding (gtaw) of aluminum pipe, valves, fittings and flanges
Welding of Boilers Pressure Vessels and Pressure Piping
Arc Welding 101 A WPS lesson for beginners The Fabricator
TIG welding 90-10 copper-nickel straight pipe to a bend (Courtesy Eucaro Buntmetall GmbH) Copper Development Association, based in the UK, is a non-trading organisation
16/04/2009 · Good afternoon, I am currently working on a power plant project which is being constructed to ASME B31.1. Before HDPE welding, Client request WPS, Operator Qualification Test, and Procedure Qualification Record for HDPE welding.
Welding Procedures are a critical part of the welding quality puzzle. A Welding Procedure Specification (WPS) is a proven way of doing things. It demonstrates to a client that you have control over your welding process specifications and operations.
A welding procedure data sheet (WPDS) is a document, used in conjunction with a WPS, detailing the welding parameters and ranges for welding a specific joint, …
Welding Consumables for Duplex & Superduplex Alloys WELDING GUIDELINES FOR DUPLEX & SUPERDUPLEX STAINLESS STEELS Metrode Products Limited Hanworth Lane, Chertsey,
LANL Engineering Standards Manual ISD 341-2 Chapter 13, Welding & Joining WPS 3-01 – Application of Welding Procedure Specifications Rev. 1, 10/27/06
Specification for Welding Procedure and Performance Qualification Supersedes AWS B2.1:2000 Prepared by AWS B2 Committee on Procedure and Performance Qualification Under the Direction of AWS Technical Activities Committee Approved by AWS Board of Directors Abstract This specification provides the requirements for qualification of welding procedure specifications, welders, and welding …
Qualified Positions (Groove, Fillet): All Positions for Plate or Pipe. Unless specifically required otherwise by the welding variables (QW-250), a Unless specifically required otherwise by the welding …
Encasement Pipe Welding Procedure (WPS 12) 12-1 thru 12-2 Steel Girder Bearing Plate Weathering Steel (unpainted) Welding Procedure (WPS 13) 13-1 thru 13-2 Overhang Bracket Welding Procedure (WPS 14) 14-1 thru 14-2
AWS A2.4 Standard symbols for welding, brazing, and non-destructive examination AWS A3.0 Standard welding terms and definitions AWS A5.1 Specification for carbon steel electrodes for shielded
Maximum Time Between Commencement and Completion of Weld: 45 minutes Type of Heater To be Used Propane Gas Torch With Rosebud Nozzle Peening NO To maintain the low hydrogen content, electrode shall be baked in accordance with manufacturer’s recommendation recommendation and transferred to heat quivers with minimum temperature of 70C We certify that the statements in this WPS …
Guidelines For Pipe Welding millerwelds.com
WELDING PROCEDURE SPECIFICATON (WPS)
PWHT requirements shall be based on Welding Procedure Specification (WPS). AWS D1.1, 5.8 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress relieved by heat treating.
Encasement Pipe Welding Procedure (WPS 12) 12-1 thru 12-2 Steel Girder Bearing Plate Weathering Steel (unpainted) Welding Procedure (WPS 13) 13-1 thru 13-2 Overhang Bracket Welding Procedure (WPS 14) 14-1 thru 14-2
PWHT requirements shall be based on Welding Procedure Data Sheet (WPDS). CSA W59-03, 5.12 Stress-Relief Heat Treatment: Where required by the contract drawings or specifications, welded assemblies shall be stress-relieved by heat treatment.
Download a blank fillable Sample Welding Procedure Specification (Wps) Form in PDF format just by clicking the “DOWNLOAD PDF” button. Open the file in any PDF-viewing software. Adobe Reader or any alternative for Windows or MacOS are required to access and complete fillable content.
Welding Procedures are a critical part of the welding quality puzzle. A Welding Procedure Specification (WPS) is a proven way of doing things. It demonstrates to a client that you have control over your welding process specifications and operations.
wps: api welding procedure specification rev. process sma date 10/11/20 no.: 0 : w : 05 api-1104 qualified ranges filler metal api 2.375” od. thru 12.75” od.
EPC: Logo Owner / Buyer: Logo WPS-No Qualified Date xx/xx/20xx Fabricator: Logo Field / Shop Welding PIPE_WELDING PROCEDURE SPECIFICATION (WPS)
The National Certified Pipe Welding Bureau (NCPWB) gratefully acknowledges the permission from ASTM to use their data on copper tube sizes in this publication.
AWS B2.1/B2.1M:2009 267 SAMPLE WELDING PROCEDURE SPECIFICATION (WPS) for SAW, SMAW, GMAW, GTAW, FCAW Company_____ Approved by _____
1 Guide for AWS Visual Weld Inspection ! Overview&!Contents!! Scope! This guide is intended to assist Owner/Operators, Contractors, Authority Having Jurisdiction
that before any pipe welding is performed, the contrac-tor member shall submit to the owner, or his autho-rized representative, a copy of his Welding Procedure
Welding of Large Diameter Pipelines Design Processes
HDPE PIPE BUTT WELDING PROCEDURES fdot.gov
Safe Work Method Statement For Welding Of Pipes WPS & PQR
The function of Weld Procedure design incorporates empirical materials science, production efficiencies, and quality. The documented record of a weld design is known as the Procedure Qualification Record (PQR, WPQR). A technical review of Welding Procedure documents is essential to ensure the design is compliant to WHS and Industry Standards.
Welding of Large Diameter Pipelines Design Processes
Welding Procedure Specification (WPS)
Welding Fire Protection Piping 101 Tyco Fire Products